廠家優(yōu)惠直銷 潤灣機械
產地 河北邢臺
加工定制 是
工程機械種類 數控彎箍機
產品別名 鋼筋調直彎箍機
產品用途 用于鋼筋的加工
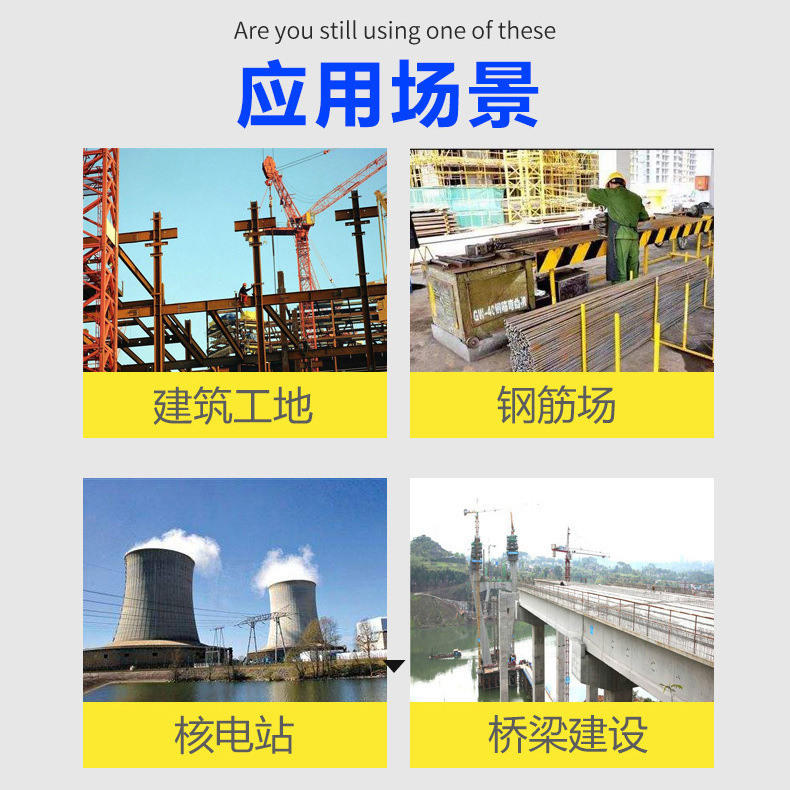
使用場地 橋梁/建筑/鐵路
規(guī)格 多規(guī)格(詳情咨詢客服)
商品介紹
型材拉彎過程常出現問題和解決措施:
一、存在的問題
(1)外形輪廓度偏差
輪廓度是指型材經過拉彎�����,變化后的型材外形輪廓與外形樣板或檢驗模胎的吻合程度�����。使外形輪廓度出現偏差的主要因素有:拉彎模具的曲率回彈變化���;各批次冶金擠壓型材材質不穩(wěn)定�,每根材料局部區(qū)域的硬度不均勻�;彎曲曲率半徑變化過大���;型材毛坯截面積不均勻���。
(2)表面缺陷
表面缺陷包括型材拉彎后有裂紋、收縮起皺�、彎曲表面凹陷和側面垂痕。
(3)拉彎后扭擰
發(fā)生拉彎后扭擰這種情況的原因是型材截面積不對稱�����,型材收邊與放邊應力不平衡。
(4)垂直度超差
垂直度是指彎曲過后型材截面積垂直基準(與模具各曲率半徑垂直)與檢驗平臺的角度偏差�。
(5)型材工藝長度
型材拉彎工藝長度是指超出零件的實際長度,拉彎模具�、夾具和設備需要的工藝材料長度。
(6)安全生產
安全問題是工業(yè)生產過程中最受關注的重要問題�。在型材拉彎時,可能會因為偶然因素而突然斷裂���,向外彈開�,造成設備損壞和人員的傷亡��,進而對企業(yè)的發(fā)展造成嚴重的影響���。
二���、解決措施
(1)調整模具輪廓曲率
根據理論分析計算得出回彈量,通過拉伸試驗得出修正近似值修正模具��,盡可能使零件拉伸過后型材外形輪廓與外形樣板或檢驗模胎吻合�。考慮到型材的不穩(wěn)定因素���,根據后期校正的需要���,可以拉過一點�����。
由于彎曲曲率半徑變化過大會造成一定的偏差�,所以��,可以在模具前端��、垂直模具方向增加氣缸�����,使需要彎曲型材與模具吻合��,而拉彎模具與被拉彎型材不應該存在間隙�。這種方法可以解決曲率中心異側(曲率半徑較大)的拉彎��。
在設計過程中�����,要考慮型材截面積的形式和各部分的厚度���。針對型材截面積的不對稱�,型材收邊與放邊應力不平衡造成的偏差可以在預拉伸時適當增加拉伸力。
(2)表面缺陷處理
型材拉彎后有裂紋是因為拉伸力大��,放邊應力不能滿足造成的�。型材收邊不到位就會引起收縮起皺,俗稱有木耳邊���。這可以通過改善型材截面積或調整拉力來解決��。
彎曲表面凹陷主要發(fā)生在空腔型材上���。這類型材拉彎前需要用填充物將空腔彎曲部分填滿。開口空腔可以用彈簧鋼板疊加或聚四氟乙烯填料�,而閉合空腔通常采用填砂等方式。
根據側面垂痕產生的部位適當調整模具間隙��,改善模具材料可以有效避免型材被劃傷��。
(3)拉彎后扭擰處理
拉彎后�����,產生扭擰的主要原因是截面積不對稱,型材收邊與放邊應力不平衡�。鑒于此,可以采取增加型材拉力的方式來改善這個問題�,即在拉彎模具前增加垂直推頂氣缸,同時�,在拉彎后,保壓一段時間會更好�。另外,擠壓型材不穩(wěn)定造成的微量變形需要通過后期校正來完成��。
(4)垂直度超差處理
拉彎后���,垂直度超差也是截面積不對稱��、型材收邊與放邊應力不平衡造成的�����。針對這種情況��,可以通過調整拉彎模具的曲率變化來改善��。根據后期校正的需要,可以拉過一點�����,而擠壓型材不穩(wěn)定造成的微量變形需要通過后期校正來完成。
(5)型材工藝長度的確定
拉彎型材的毛坯長度是由零件長度�����、模具曲率延伸部分(零件長度��、延伸部分�、模具端部圓角合稱模具有效長度)、設備夾頭夾持部分和設備夾頭延模具回轉間隙組成的��。除了零件長度外�����,其統稱工藝長度�。大批量生產工藝長度直接決定了零件的成本。因此�����,建議在滿足彎曲零件成型狀態(tài)下�,盡可能減少模具的有效長度,必要時��,可以在模具兩端后部開缺口,使工作中的機床夾頭能夠自由進入模具后方�����,從而減少毛料兩端的工藝余量���。
(6)安全生產
安全是工業(yè)生產過程中首要關注的因素�。因此�����,在生產過程中��,要在型材操作臺前增加防護裝置�,制訂相應的規(guī)章制度,培訓全面的技術操作人員�����。另外���,在型材拉伸過程中�����,嚴禁操作人員站在設備前端���。
聯系方式